Оловянно-свинцовые припои являются самыми распространенными на практике (ПОС-90, ПОС-61, ПОС-50, ПОС-40, ПОС-30, ПОС-18), причем среди них наиболее пригодными для любительской работы следует считать:
ПОС-61 (температура плавления 185°С) — для пайки ответственных швов, где не должно быть окисления, в том числе для пайки электро и радиоустройств;
ПОС-30 (температура плавления 256°С) — для получения надежных герметичных швов;
ПОС-18 (температура плавления 277°С) — для выравнивания вмятин на металлических поверхностях.
В марке припоев ПОС цифры показывают содержание олова в целых процентах.
Для пайки алюминия или его сплавов применяют легкоплавкие припои:
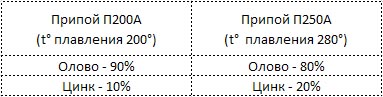
В тех случаях, когда необходима пониженная температура пайки (например, при пайке выводов транзисторов и полупроводниковых диодов), применяют особо легкоплавкие припои (табл. 6).
Таблица 6

Для пайки стали, меди и медных сплавов в любительских условиях в качестве тугоплавких припоев применяют фосфористую медь марок МФ-1, МФ-2 и МФ-3. Температура плавления меди, содержащей фосфор, лежит в пределах 800—850°С.
Пайку латуни и других медных сплавов ведут стандартными медно-цинковыми припоями (табл. 7). Цифры в марке этих припоев показывают процентное содержание меди, остальное — цинк.
Таблица 7

Наиболее пригодны для пайки почти всех металлов, за исключением алюминиевых и магниевых сплавов, тугоплавкие серебряные припои. Единственный их серьезный недостаток — высокая стоимость. Они обладают высокой коррозионной стойкостью, прочностью и электропроводностью, в отличие от стоимости — это положительные свойства. Кроме того, серебряные припои имею? повышенную текучесть в расплавленном состоянии, поэтому хорошо заполняют все швы. Соединения, выполненные с помощью серебряных припоев, отлично сопротивляются ударным и вибрационным нагрузкам и выдерживают большие деформации без разрушения шва.
Широкое применение в практике получили следующие серебряные припои:
ПСр70 (температура плавления — 755°С),
ПСр50 (температура плавления—850°С),
ПСр45 (725°С),
ПСр40 (605°С),
ПСр25 (775°С).
Цифры в марках припоя указывают на процентное содержание серебра.
Алюминий и его различные сплавы рекомендуется паять тугоплавкими припоями следующего состава (табл. 8). Если не удастся отыскать готовый припой, можно приготовить каждый из указанных припоев и в домашних условиях, сплавляя друг с другом все составные компоненты припоя. Сплавление надо начинать с того компонента, у которого наибольшая тугоплавкость.
Таблица 8

Массивные, громоздкие металлические детали паяем с помощью паяльной пасты следующего состава: припой ПОС-30 в порошкообразном состоянии — 54 г, флюс ЛТИ-120—1 г, канифоль— 1,4 г, вазелин технический — 31 г. Тщательно перемешиваем все компоненты друг с другом в разогретом состоянии и добавляем к ним порошкообразный припой. Полученной пастой промазываем место спайки деталей — перед смазкой детали следует хорошенько зачистить,— сжимаем детали струбциной и нагреваем их до 260°С. После охлаждения снимаем струбцину — пайка готова.